Evaporation is not always the first choice in industrial wastewater treatment, but in certain conditions, it becomes essential. As discharge regulations tighten and water reuse targets increase, more facilities are turning to evaporation technologies in wastewater treatment to handle streams that conventional methods cannot treat effectively.
Understanding when evaporation is required in industrial wastewater treatment is critical for selecting the right process and avoiding unnecessary capital and operating costs.
When Conventional Treatment Reaches Its Limits
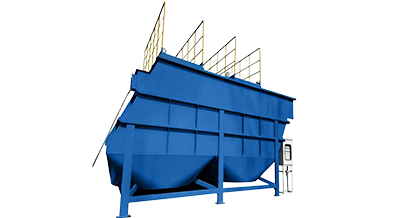
Most industrial wastewater treatment systems rely on physical, chemical, and biological processes. These methods are effective for removing suspended solids, organics, and some dissolved contaminants. However, they have limitations—especially when dealing with high total dissolved solids (TDS).
In projects involving electroplating or metal finishing, wastewater often contains high concentrations of dissolved salts and heavy metals. Even after pretreatment and membrane filtration, a concentrated brine stream remains.
In one surface treatment industrial park project, the treatment system achieved stable performance with chemical pretreatment and reverse osmosis (RO). However, as water reuse targets increased, the remaining concentrate became a critical issue. Discharge was no longer feasible due to regulatory constraints.
At this stage, evaporation was introduced as a necessary step to manage the concentrate and achieve higher overall water recovery.
When High Water Recovery or ZLD Is Required
Evaporation becomes essential when facilities aim for high recovery water reuse systems or zero liquid discharge (ZLD).
Membrane technologies such as RO can typically recover a significant portion of water, but they cannot eliminate dissolved solids. As recovery rates increase, the concentration of salts in the remaining brine rises rapidly, limiting further membrane performance.
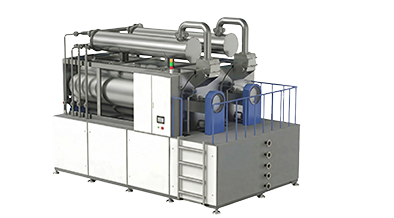
Evaporation systems, particularly mechanical vapor recompression (MVR) evaporators, are designed to handle this high-salinity stream by separating water from dissolved solids through thermal processes.
⇒Learn more about evaporation technology:
MVR Evaporation Systems
By integrating evaporation after membrane treatment, facilities can significantly increase water recovery and move closer to ZLD.
When Wastewater Has High Salinity or Complex Composition
Another key scenario where evaporation is required is when wastewater contains:
High salinity (high TDS)
Non-biodegradable compounds
Mixed industrial contaminants
These characteristics are common in industries such as:
Electroplating and surface treatment
Chemical manufacturing
Semiconductor production
Mining and metallurgy
In such cases, traditional biological treatment is ineffective, and even advanced membrane systems may face scaling or fouling issues. Evaporation provides a robust solution for high-salinity wastewater treatment, capable of handling challenging feedwater conditions.
When Disposal Costs and Risks Are High
In some regions, the cost of transporting and disposing of liquid waste is increasing rapidly. Facilities may also face regulatory risks associated with liquid discharge.
In these situations, evaporation can reduce wastewater volume significantly, converting liquid waste into a smaller amount of solid residue. This not only reduces disposal costs but also minimizes environmental risk.
From an engineering perspective, evaporation is often justified not just by treatment performance, but by overall lifecycle cost and compliance risk reduction.
Integration with Membrane Systems
In modern industrial water systems, evaporation is rarely used alone. It is typically integrated with membrane processes to form a complete treatment train:
Pretreatment → Filtration → Reverse Osmosis (RO) → Evaporation
Membrane systems reduce the volume of water that needs to be evaporated, improving overall energy efficiency.
In practice, selecting the right balance between membrane recovery and evaporation capacity is one of the most important design decisions in high-recovery wastewater systems.
Engineering Perspective
Evaporation should not be seen as a default solution, but rather as a targeted approach for specific conditions.
In our project experience, evaporation is most effective when:
Membrane recovery has reached its practical limit
Discharge is restricted or not allowed
Wastewater composition is too complex for conventional treatment
Long-term stability and compliance are critical
Projects that introduce evaporation too early often face unnecessary cost burdens, while those that delay it too long may encounter compliance issues or unstable operation.
FAQ
Q: When is evaporation necessary in wastewater treatment?
A: Evaporation is typically required when wastewater contains high salinity, when high water recovery is needed, or when discharge is restricted.
Q: Is evaporation always required for ZLD systems?
A: Yes. In most ZLD systems, evaporation is used to concentrate brine and recover water, making it a key component of the process.
Learn more